四、銼刀的使用方法和操作步驟
(1)根據加工工件不同幾何形狀和具體情況,選擇銼刀並安裝好銼刀柄,銼刀柄安裝孔的深度約等於銼舌長度,孔的直徑應使銼舌能自由插入1/2的深度。
(2)裝夾工件,工件裝夾在台虎鉗鉗口的中間,略高於鉗口。對於夾持已加工表面時,墊以銅片或鋅片。對於易於變形工件,使用輔助材料設法裝夾。
銼削方法,正確銼削方法包含以下三個內容:
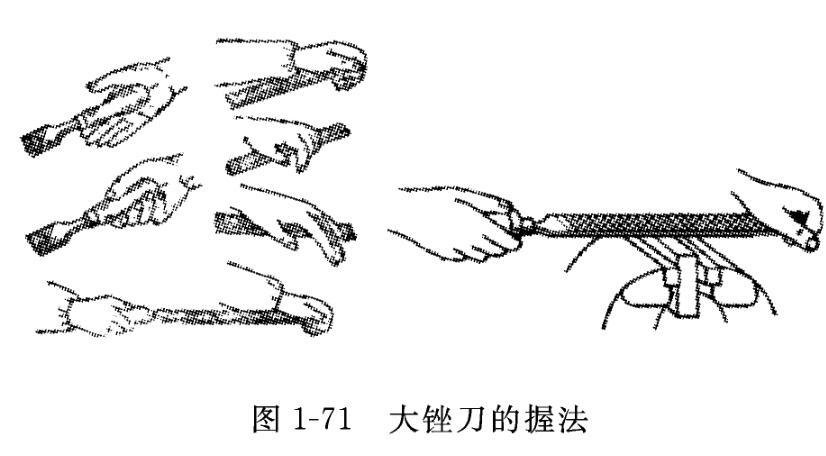
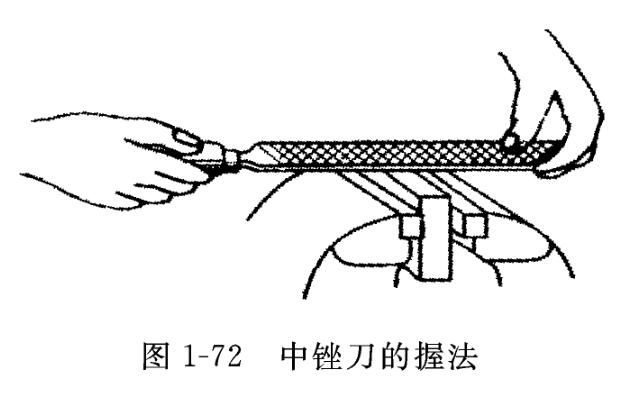
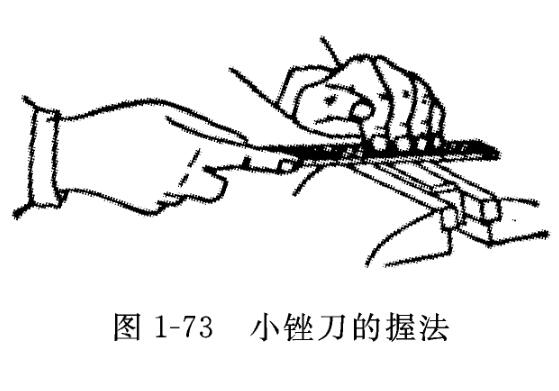
1)銼刀的提法:由於各種銼刀的大小和形狀不同,因而其握法也不同。
①大銼刀的握法
:右手心抵著銼刀術柄的端頭,大拇指放在銼刀術柄的上面,其餘四指彎在下面,酉己合大拇指捏住銼刀術柄。左手則根據銼刀大小和用力的輕重,有多種姿勢。
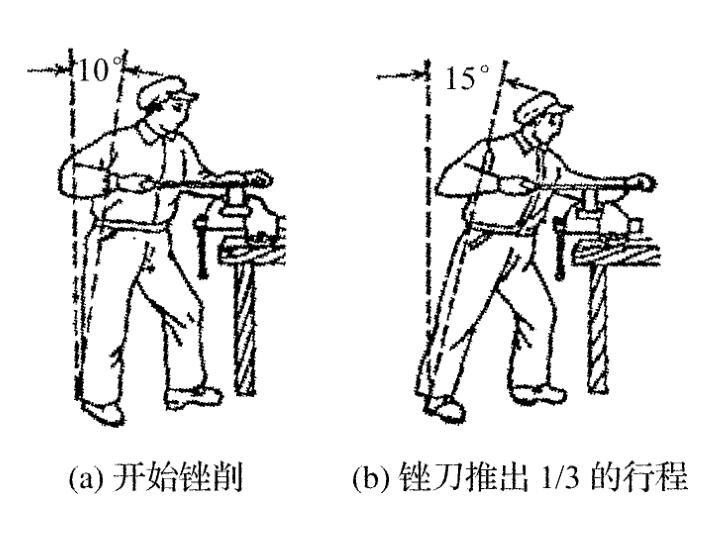
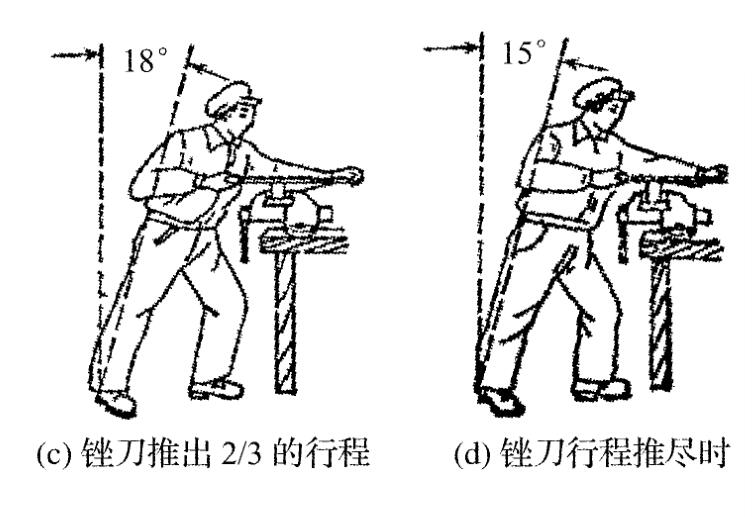
2)銼刀的使用姿勢:使用銼刀時要站立自然,便於用力,身體重心應落在左腳上,伸直右膝,腳始終站穩不移動,左膝隨銼削時的往復運動而屈伸。銼削時,兩腳站穩不動,靠左膝的屈伸使身體做往復運動,手臂和身體的運動要互相配合,並要使銼刀的全長充分利用。開始銼削時身體要向前傾斜10度左右,左肘彎曲,右肘向後。銼刀推出1/3行程時身體向前傾斜15度左右,此時左腿稍直,右臂向前推,推到2/3時,身體傾斜到18度左右,最後左腿繼續彎曲,右肘漸直,右臂向前使銼刀繼續推進至盡頭,身體隨銼刀的反作用方向回到15度位置。
3)銼削力的運用:銼削平面時,為使銼刀在工件上保持平衡,必須使右手的壓力隨銼刀的推前而逐漸增加,左手的壓力則相反。在銼削過程中,銼刀的運動應平直,其關鍵在於不斷地調整左右手的壓力,使銼刀兩端的力矩平衡。銼削回程時不加壓力,以減少銼齒的磨損。銼削力的正確運用,是銼削的關鍵。銼削的力量有水平推力和垂直壓力兩種。推力主要由右手控制,其大小必須大於切削阻力才能銼去切屑。壓力是由兩手控制的,其作用是使銼齒深入金屬表面。兩種壓力大小也必須隨著變化兩手壓力對工件中心的力矩相等,這是保證銼刀平直運動的關鍵。方法是:隨著銼刀推進,左手壓力應由大而逐漸減小,右手的壓力則由小而逐漸增大,到中間時兩手相等。
| 銼刀的用途和分類,掌握銼刀正確的使用方法 | ||
| 二、銼刀的分類 | 三、銼刀的規格及選用 | |
尚賀股份有限公司
新北市蘆洲區長安街220巷1號
TEL: (02) 82821925 (02)28483144
FAX: (02) 28483419
E-mail:sunho294@seed.net.tw