
曲型舟型銼刀

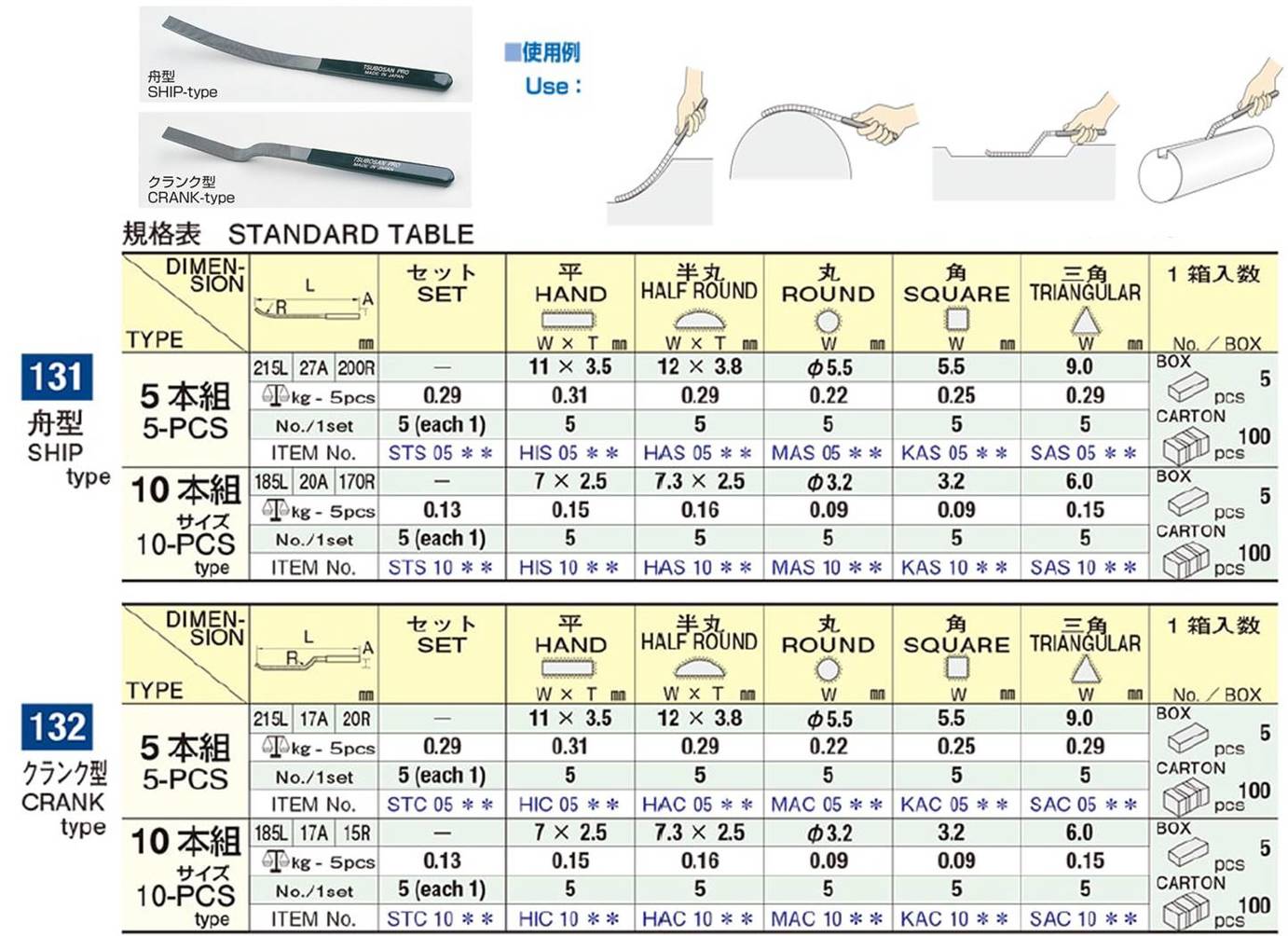
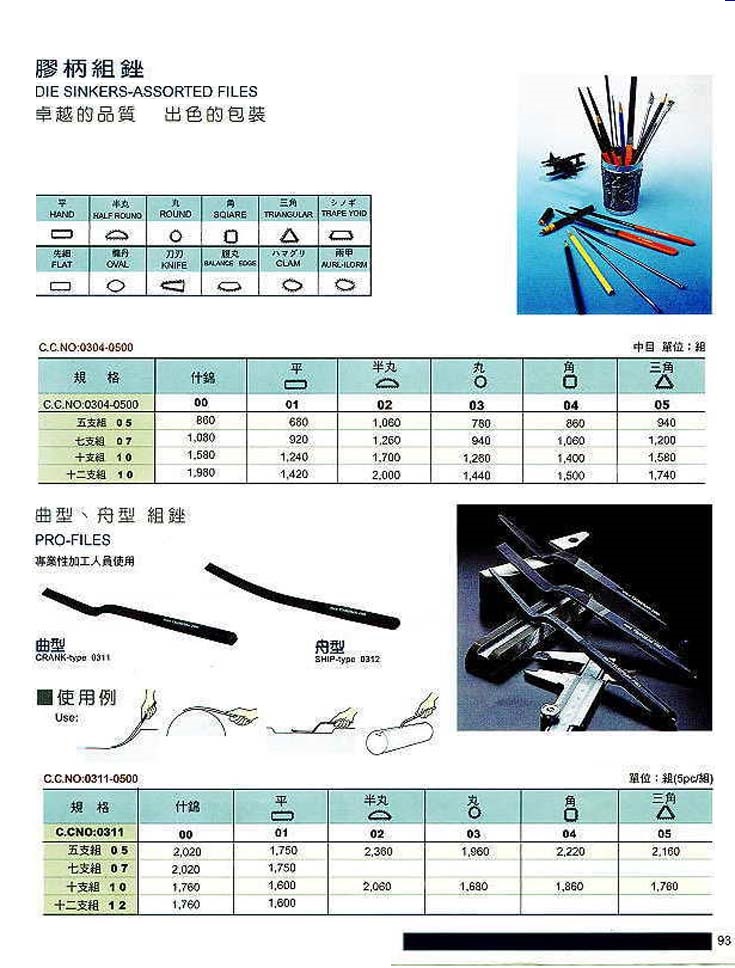
⒈銼刀斷面形狀的選用
銼刀的斷面形狀應根據被銼削零件的形狀來選擇,使兩者的形狀相適應。銼削內圓弧面時,要選擇半圓銼或圓銼(小直徑的工件);
銼削內角表面時,要選擇三角銼;銼削內直角表面時,可以選用扁銼或方銼等。選用扁銼銼削內直角表面時,要注意使銼刀沒有齒的
窄面(光邊)靠近內直角的一個面,以免碰傷該直角表面。
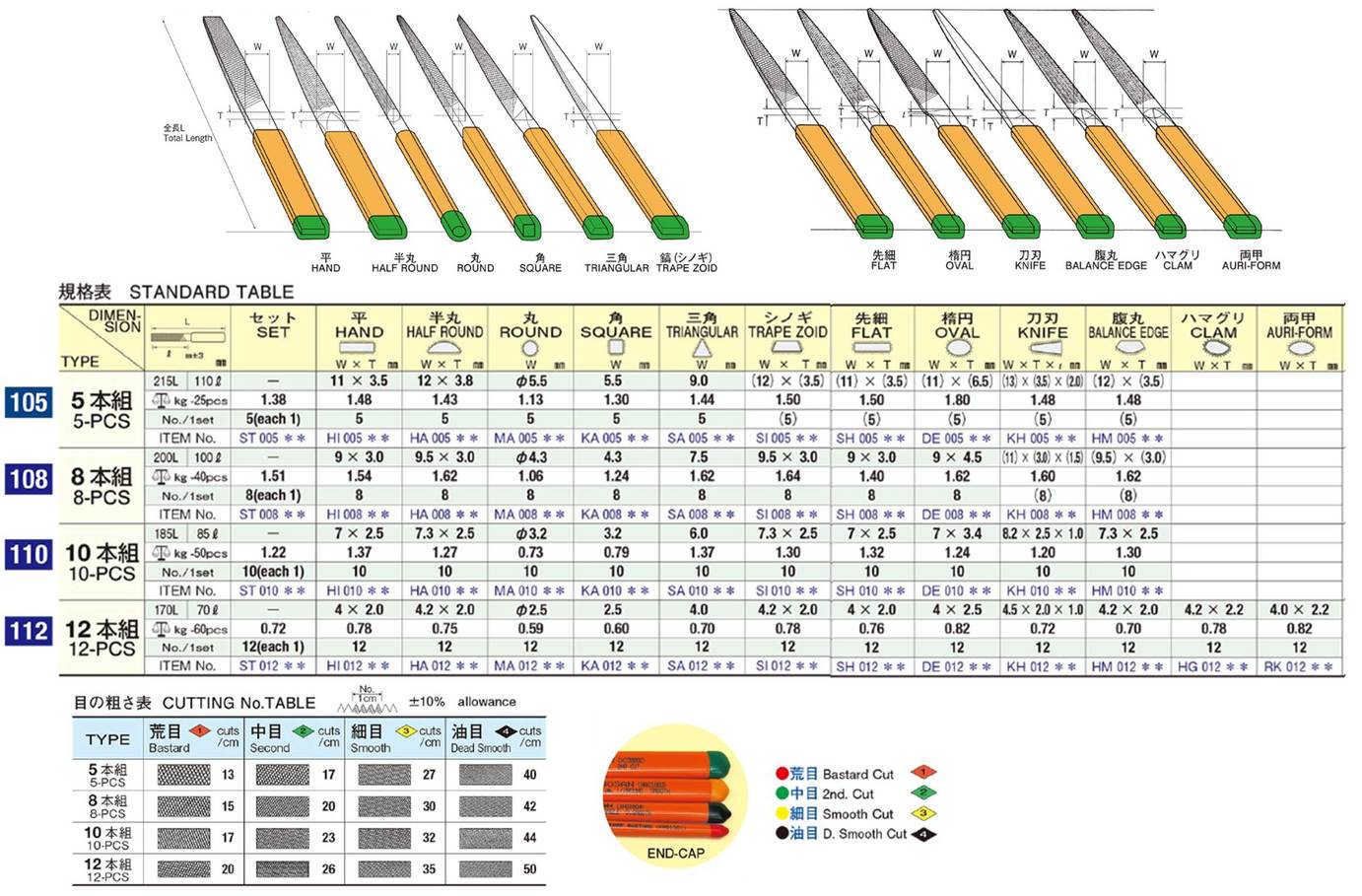
⒉銼刀齒粗細的選擇
銼刀齒的粗細要根據加工工件的餘量大小、加工精度、材料性質來選擇。粗齒銼刀適用於加工大餘量、尺寸精度低、形位公差大、
表面粗糙度數值大、材料軟的工件;反之應選擇細齒銼刀。使用時,要根據工件要求的加工餘量、尺寸精度和表面粗糙度的大小來選擇。
⒊銼刀尺寸規格的選用
銼刀尺寸規格應根據被加工工件的尺寸和加工餘量來選用。加工尺寸大、餘量大時,要選用大尺寸規格的銼刀,反之要選用小尺寸規格的銼刀。
⒋銼刀齒紋的選用
銼刀齒紋要根據被銼削工件材料的性質來選用。銼削鋁、銅、軟鋼等軟材料工件時,最好選用單齒紋(銑齒)銼刀。單齒紋銼刀前角大,
楔角小,容屑槽大,切屑不易堵塞,切削刃鋒利。
| 銼刀的用途和分類,掌握銼刀正確的使用方法 | ||
| 二、銼刀的分類 | ||
尚賀股份有限公司
新北市蘆洲區長安街220巷1號
TEL: (02) 82821925 (02)28483144
FAX: (02) 28483419
E-mail:sunho294@seed.net.tw